上架式工控机
运动控制
嵌入式工控机
工业通讯
工业采集板卡
人机界面
工业平板电脑
工业显示器
采集模块
其他
云物联网平台
设备管理
生产管理
能耗管理
引导定位
尺寸测量
缺陷检测
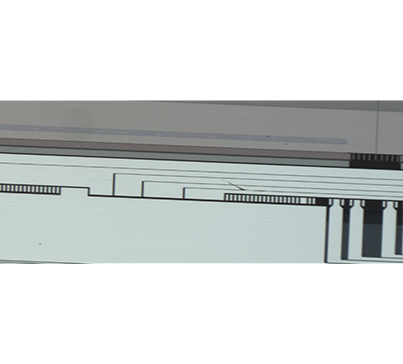
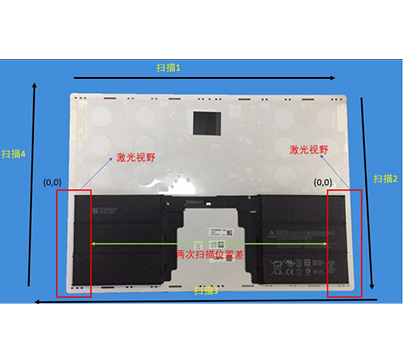
检测项目:
10-20寸产品(S:220-460mm G:145-320mm) 厚度:0.15-1.1mm
精度:裂纹长300um宽50um(实际精度宽8um)
单边检测时间12s